做石材这行十多年,我经手的安哥拉黑花岗岩项目不下百个,尤其近两三年,越来越多点名要“皮革面”这种处理方式。不是简单抛光或火烧,而是追求那种细腻触感与哑光质感并存的效果。作为生产端,我们每天都在跟这类订单打交道,也清楚一块标准板从荒料到成品的每一分成本是怎么来的。今天不讲虚的,只说实际数据和操作细节。


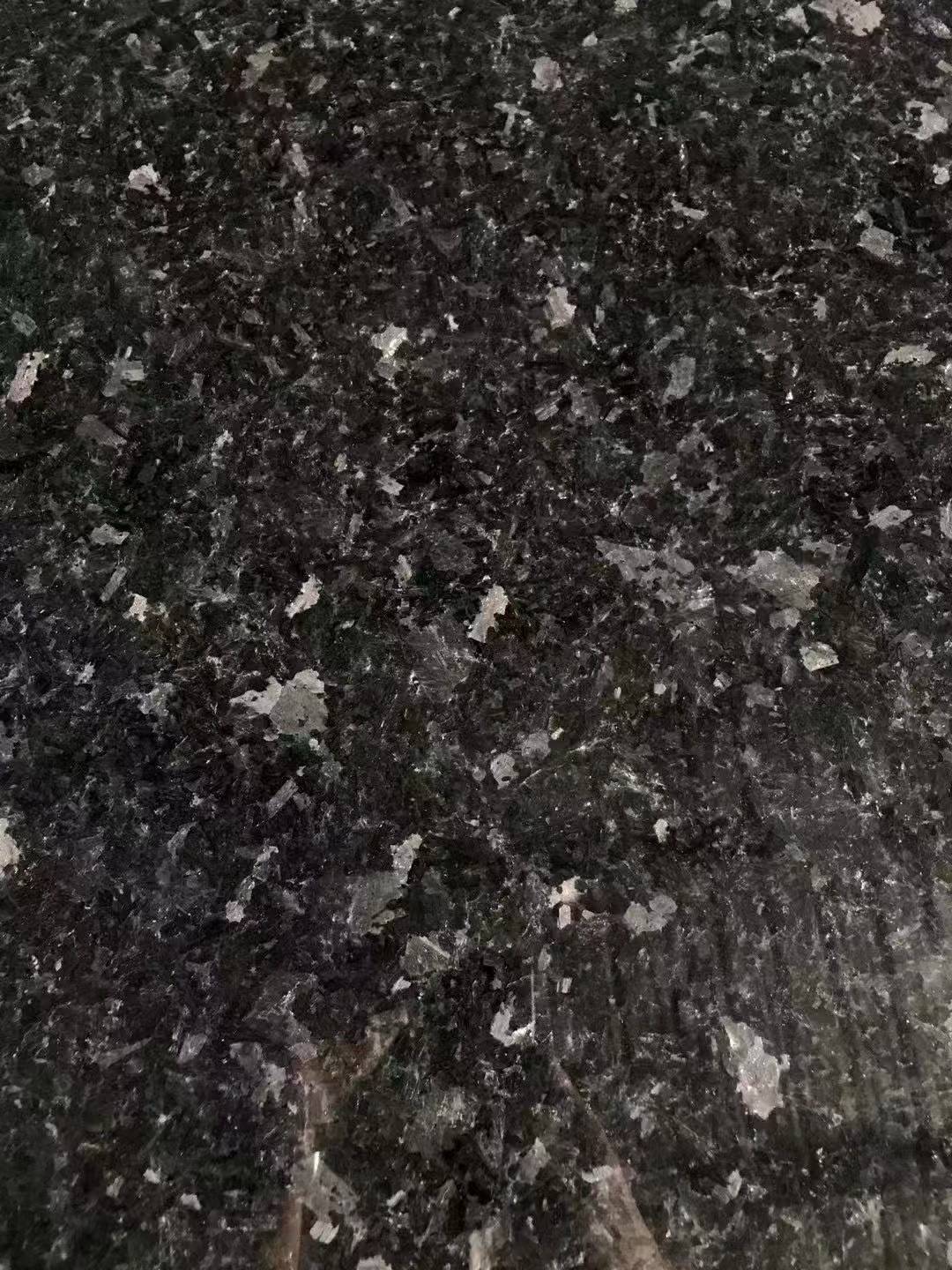
安哥拉黑花岗岩本身属于高密度硬质石材,莫氏硬度在6.5以上,天然结晶结构紧密,黑色底带细小白点,整体视觉沉稳大气。正因为材质坚硬,后续的表面加工对设备和工艺要求更高。普通磨光面用常规磨头就能完成,但要做成皮革面,必须经过多道特殊研磨与酸洗复合处理。这种工艺最早源自意大利,后来在国内福建水头、山东逐步实现本土化生产。目前一台具备数控调控功能的复合式研磨生产线,单班产能约180-220平方米,设备折旧摊到每平米约为8-12元。


说到皮革面的具体工艺流程,大致分为五个阶段:粗磨找平→中度研磨→微粒砂带压磨→弱酸蚀刻→清洁固化。其中最关键的是第三步和第四步。微粒砂带压磨需要用80-120目金刚石软磨片进行往复摩擦,形成均匀的皮质肌理;之后用浓度控制在3%-5%的氟硅酸溶液进行短时喷淋处理,时间控制在45-75秒之间,过长会导致表面发白,过短则无质感变化。这套组合工艺目前在行业内统称为“仿生压纹+轻度蚀面”,也是真正区别于普通荔枝面或菠萝面的核心技术点。


成本方面,以常见的600×600×20mm规格板材为例,荒料采购价目前稳定在每立方米5500-6500元区间。按出材率计算,安哥拉黑花岗岩价格单平米原料成本约180元。加上锯切损耗(约12%)、磨边、排版、分拣等基础加工费,前期投入在每平米85元左右。进入皮革面专项加工环节后,电费、耗材(砂带、酸液、防护剂)、人工三块加起来,每平米再增加26-33元。如果订单批量小于500平米,因调试频次高、酸液配比需频繁校准,单位成本还会上浮4-7元。也就是说,一个中小批量订单的实际加工总成本基本落在每平米190-210元之间。

市场报价并不是一成不变的。我们在给客户报价时,通常会根据三个变量调整:一是板厚,厚度超过30mm后,锯切与研磨时间呈非线性增长,比如50mm厚板的加工耗时是20mm的2.3倍左右,相应成本提升约38%;二是异形加工需求,如倒角、开槽、弧边等,每增加一道工序,人工与设备占用时间增加,单价上浮15%-25%;三是运输距离,虽然不属于加工范畴,但很多客户会打包询价,我们一般建议本地自提或第三方物流直发,避免中转破损带来的返工损失。

有些客户误以为“皮革面”是某种涂层或覆膜工艺,其实完全相反。它是在原石表层通过物理研磨与化学微蚀共同作用形成的自然肌理,深度仅0.1-0.3毫米,不会影响结构强度。我们做过测试,在同一块板上进行抗折实验,处理前后断裂模数差异小于4%,符合GB/T 18601-2021《天然花岗岩建筑板材》标准要求。这种表面不怕日晒雨淋,长期使用也不会脱层起皮,维护时只需清水冲洗即可恢复观感。

不同厂家之间的报价差异,往往体现在品控标准上。我们厂内执行的是A级选板制度,即每批次产品需经过三轮筛选:初检看裂纹与色差,中检测表面均匀度,终检查边缘完整性。一台激光平整度检测仪每日扫描超3000平米板材,确保皮革面纹理连续无断点。相比之下,部分小厂为压缩成本省去终检环节,导致同一空间铺贴后出现明暗不一的情况。这不是工艺问题,而是管理缺失。

有个细节常被忽略:石材批次间的颜色一致性。安哥拉黑虽属稳定矿脉,但不同矿区开采的料源仍存在细微色差。我们合作的矿山位于万博省东部矿区,已连续供货六年,能保证三年内补货色系偏差ΔE<2.5(国际CIE Lab色差标准)。建议客户在首次下单时预留至少5%余量用于后期修补,避免跨批次调货造成视觉跳色。
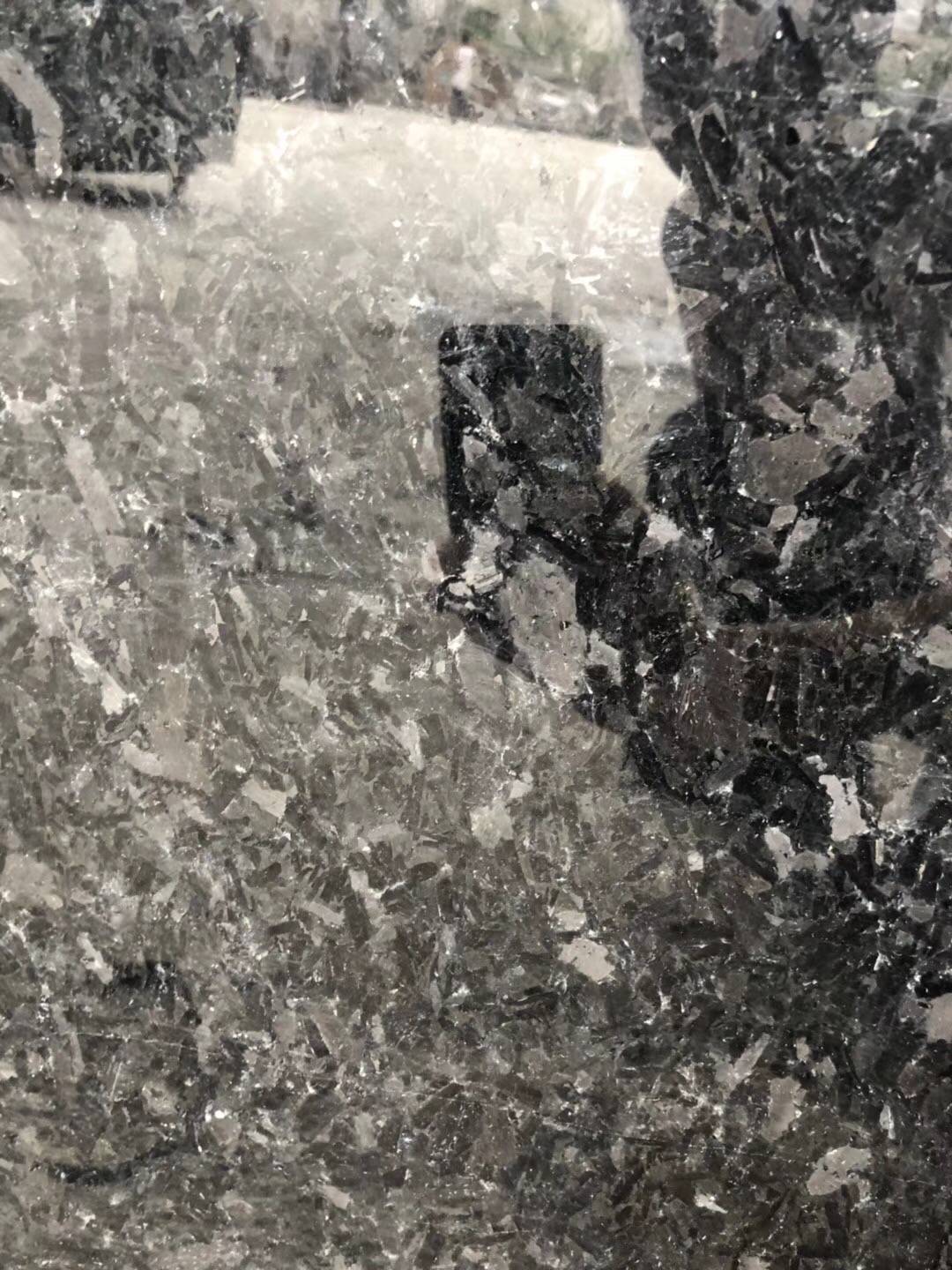
最后提醒一点,验收时不要仅凭手机照片判断效果。光线角度对皮革面的反光表现影响极大,建议现场取三块随机板拼接观察,重点查看接缝处纹理衔接是否自然。我们交付前都会提供实物小样(100×100mm)供客户确认,避免误解。

这类产品适合用在高端商业空间外墙干挂、酒店大堂地面、别墅庭院通道等场景。因其表面不反光、防滑性能好(R10等级),在户外湿滑环境下安全性优于亮光面。同时,深黑色基底搭配细微晶粒,在阳光下有低调的星点闪烁效果,远看近触都有层次。




