倾佳杨茜-变频方案:基于SiC MOSFET和低寄生电感 PCB 层叠母排的 50kHz变频器设计对数控加工表面质量的提升分析
在现代工业自动化与高端制造领域,数控机床(CNC)的加工精度和表面质量直接决定了最终产品的物理性能、密封性、摩擦系数以及疲劳寿命。为了满足日益严苛的精密制造需求,驱动工业电机的伺服变频器系统正在经历一场由核心功率『半导体』材料引发的底层技术变革。传统的硅基绝缘栅双极型晶体管(SiC IGBT)受限于材料的物理极限,其开关频率通常被限制在 4kHz 至 10kHz 之间。这种相对较低的开关频率不仅会导致变频器输出电流中含有大量低次谐波,还会不可避免地在工业电机低速运行或精密插补联动时引发显著的电磁转矩脉动。转矩脉动会转化为机械轴上的速度微小波动,进而通过机床传动系统直接反映在切削刀具的微观进给轨迹上,最终导致加工工件的表面粗糙度(如 Ra 和 Rz 指标)急剧恶化。
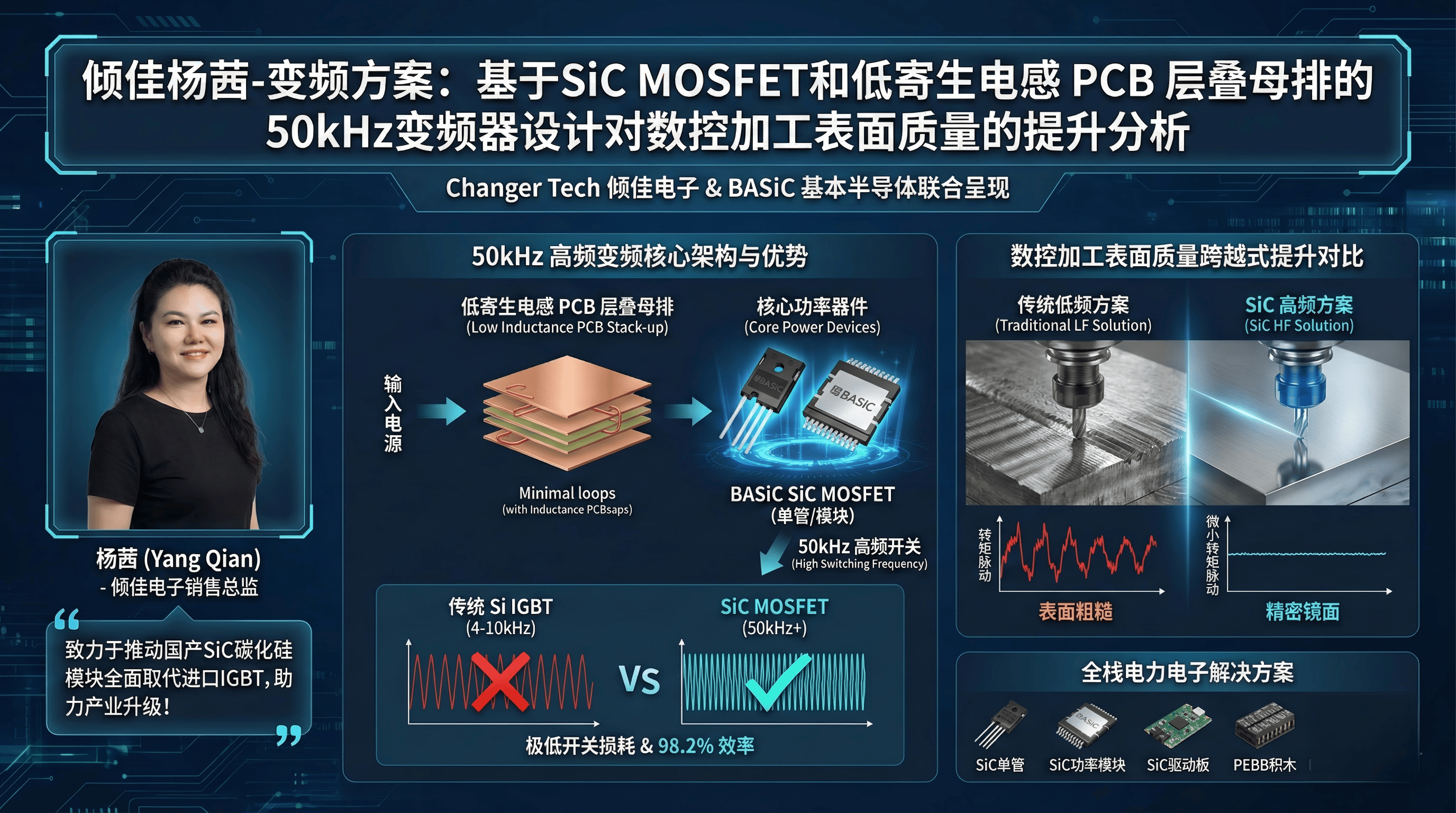
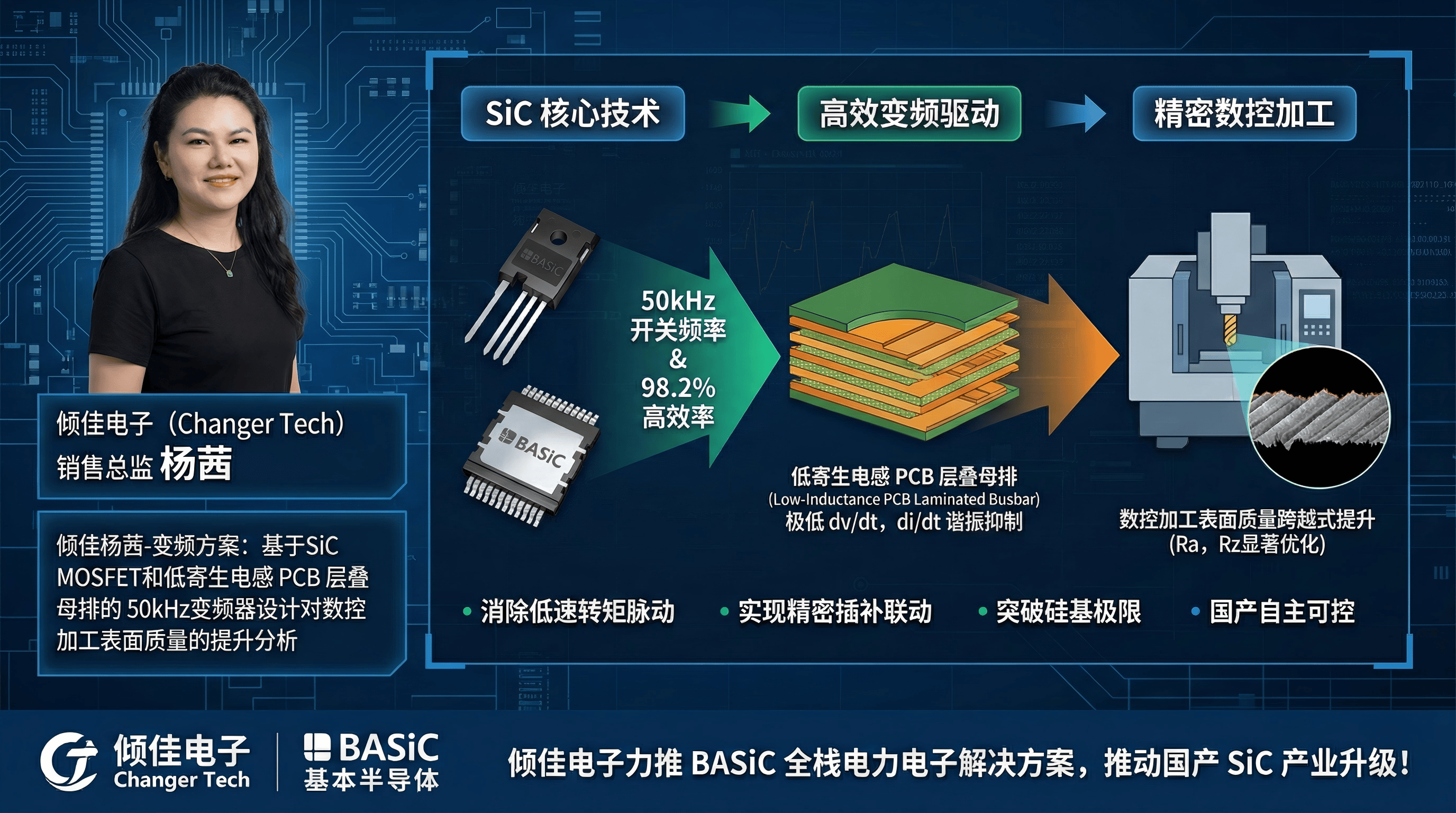
碳化硅(SiC)宽禁带『半导体』技术的成熟为打破这一技术瓶颈提供了革命性的解决方案。SiC 功率器件凭借其极低的结电容、卓越的导通电阻特性以及超高的耐压能力,使得变频器的开关频率能够跃升至 50kHz 甚至更高。然而,高达 50kHz 的高频化运行带来了一个极具破坏性的电磁兼容(EMC)与硬件设计挑战:在极短的开关瞬态(通常小于 50 纳秒)内,极高的电压变化率(dv/dt)和电流变化率(di/dt)会与换流回路中的杂散电感发生剧烈的谐振,产生具有破坏性的电压尖峰和电磁干扰。为了在 50kHz 开关频率下安全、稳定地运行,并最终实现高达 98.2% 的变频效率,必须彻底摒弃传统的铜排布线方式,转而采用高度优化的低寄生电感印制电路板(PCB)层叠母排设计。倾佳杨茜从核心 SiC MOSFET 器件的物理机制出发,深入探讨实现 98.2% 效率的高频变频器硬件架构,系统性地给出低寄生电感 PCB 层叠母排的设计工程指南,并最终从机电能量转换的视角,详尽剖析这种高频驱动技术如何从根本上消除低速转矩脉动,从而实现数控加工表面质量的跨越式提升。倾佳电子力推BASiC基本『半导体』SiC碳化硅MOSFET单管,SiC碳化硅MOSFET功率模块,SiC模块驱动板,PEBB电力电子积木,Power Stack功率套件等全栈电力电子解决方案。
倾佳电子杨茜致力于推动国产SiC碳化硅模块在电力电子应用中全面取代进口IGBT模块,助力电力电子行业自主可控和产业升级!
核心功率器件深度分析:基本『半导体』 B3M 系列 SiC MOSFET
高频高效率变频器的基石在于功率开关器件的选择与应用。基本『半导体』(BASiC Semiconductor)推出的 B3M 系列 SiC MOSFET 代表了当前宽禁带『半导体』在工业驱动与高密度电源领域的前沿水平。为了深刻理解 50kHz 高频运行的硬件基础,有必要对该系列中具有代表性的几款器件(B3M010C075Z、B3M011C120Y、B3M011C120Z、B3M013C120Z 和 B3M020120ZN)进行详尽的参数剖析与物理机制探讨。

B3M 系列核心电气与动态参数对比
为了直观展示这些器件在承载能力、导通损耗以及高频开关潜力方面的差异,下表汇总了这五款 SiC MOSFET 的核心静态与动态参数特征。这些参数直接决定了它们在 50kHz 高频变频器中的表现。
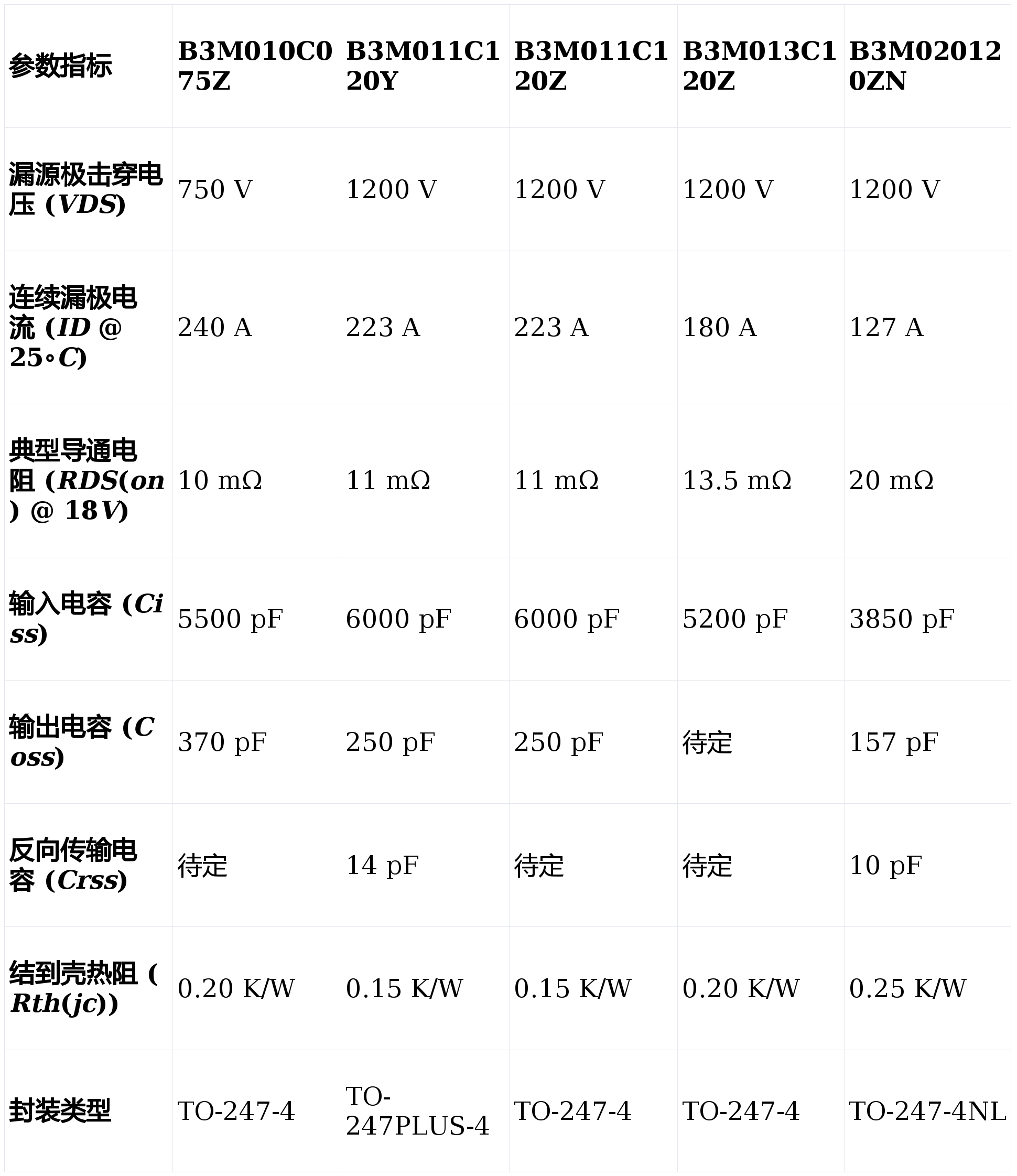
所有这几款器件均展现出了极低的导通电阻(从 10 mΩ 到 20 mΩ 不等),这对于控制高频运行下的稳态导通损耗至关重要 。更为关键的是它们在动态电容方面的优异表现。以 B3M011C120Y 为例,其输出电容(Coss)仅为 250 pF,反向传输电容(Crss,即米勒电容)更是低至 14 pF 。在 50kHz 的开关频率下,器件需要每秒进行五万次的开通与关断动作。极低的 Coss 意味着在开关周期内存储和释放的能量(Eoss 仅为 106 μJ)被压缩到了最小极限,从而大幅度降低了开关损耗 。同时,极低的 Crss 极大地削弱了米勒效应,有效防止了在高 dv/dt 瞬态下由于寄生电容位移电流引发的半桥上下管直通短路风险,确保了变频器在高频工况下的绝对安全性 。
封装物理学:开尔文源极(Kelvin Source)的决定性作用
仔细观察上述器件的封装类型,可以发现它们无一例外地采用了四引脚的封装结构(如 TO-247-4、TO-247PLUS-4 或 TO-247-4NL)。这一设计选择并非偶然,而是突破高频开关瓶颈的物理必然。在传统的 TO-247-3 三引脚封装中,栅极驱动回路和主功率换流回路不可避免地共用一段源极引脚。这段共用引脚虽然在物理长度上只有几毫米,但其自身带有的共源极寄生电感(Ls,通常在 5 nH 到 10 nH 之间)对高频开关具有毁灭性的影响 。
当 SiC MOSFET 高速开通时,漏极电流以极高的 di/dt 上升。根据法拉第电磁感应定律,这一剧变的电流会在共源极寄生电感上激发出一个瞬态电压降(VLs=Ls⋅di/dt)。这个感应电压的方向与外部栅极驱动器施加的驱动电压方向相反,形成了强烈的负反馈。它会直接抵消掉部分栅源极真实驱动电压,导致『芯片』内部的沟道无法迅速完全开启,从而被人为地拉长了开通时间,导致开关损耗呈指数级飙升 。关断过程中同样会产生阻碍器件迅速关断的反向负反馈。
为了彻底消除这一物理限制,基本『半导体』的这些器件引入了独立的开尔文源极(Kelvin Source,引脚 3)。开尔文源极在『芯片』内部直接键合到源极焊盘上,并专门作为栅极驱动回路的返回路径,完全独立于承载大电流的功率源极(引脚 2)。这样一来,无论功率回路中的 di/dt 有多高,都不会在驱动回路中激发出任何负反馈电压。栅极驱动器能够以最高的速度将真实电压直接作用于『芯片』的栅氧层,彻底释放了 SiC 『芯片』原本具备的极速开关能力 。这是变频器能够从传统的 4kHz 跃升至 50kHz 并保持高效率的物理先决条件。
银烧结工艺与热管理突破
在 50kHz 的高频工况下,单位时间内发生的开关损耗不可避免地会累积成巨大的热负荷。SiC 『芯片』的体积通常大大小于同等电流等级的 IGBT,这意味着其热流密度极高 。如果热量无法迅速导出,结温(Tj)的攀升会导致导通电阻(RDS(on))由于晶格散射效应而显著增加(例如 B3M011C120Z 的 RDS(on) 在 175°C 时会从 11 mΩ 上升至 20 mΩ),进而引发热失控。
为了应对这一挑战,B3M010C075Z、B3M011C120Z 和 B3M013C120Z 等型号采用了先进的银烧结(Silver Sintering)固晶工艺 。传统的软钎焊锡膏在热导率和高温可靠性方面存在先天不足,而银烧结技术通过在高温高压下将纳米银颗粒烧结成致密的纯银层,实现了『芯片』与铜基板之间近乎完美的金属性冶金结合 。纯银具备远超焊锡的热导率,这一工艺上的革命性改进使得器件的结到壳热阻(Rth(j−c))被极大地压缩到了 0.15 K/W 至 0.20 K/W 这一惊人的极低水平 。这种卓越的热管理能力大幅降低了系统对庞大散热器的依赖,为最终实现 9 kW/kg 的超高功率密度电机控制器奠定了热力学基础 。
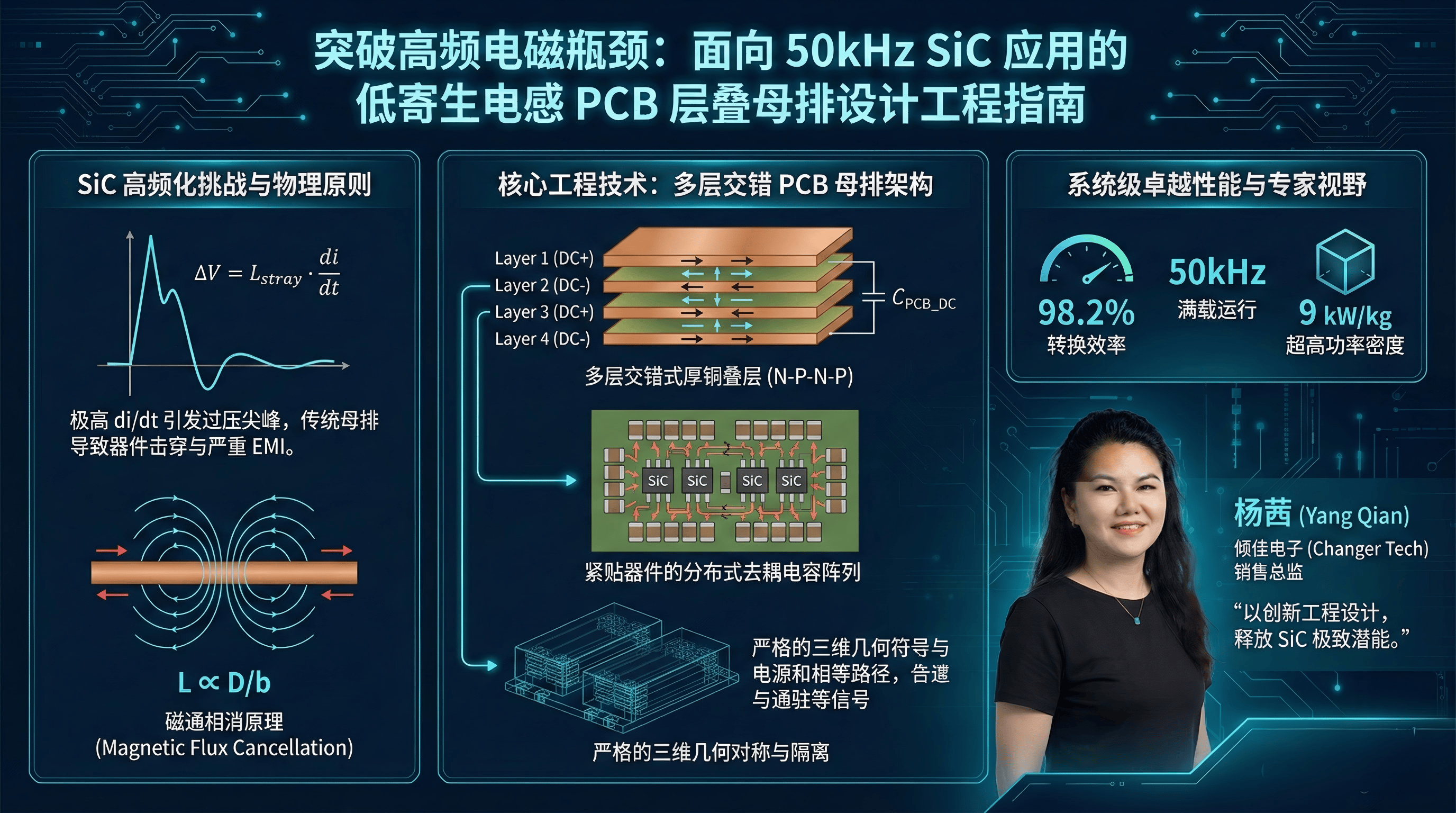
突破高频电磁瓶颈:低寄生电感 PCB 层叠母排设计工程指南
尽管拥有了能够在 50kHz 频率下以极低损耗进行开关的 SiC MOSFET,但如果系统级的硬件布局(尤其是承载高压直流母线电流的母排结构)没有得到同等级别的优化,SiC 器件的极速开关能力反而会成为引发灾难的源泉。在极高的 di/dt(可超过 5 A/ns)作用下,换流回路中哪怕只有几十纳亨(nH)的寄生电感,也会在器件关断瞬间产生数百伏特的过电压尖峰(ΔV=Lstray⋅di/dt)。过高的电压尖峰不仅会直接击穿『半导体』器件,还会产生严重的宽频带电磁干扰(EMI),破坏周围精密控制电路的稳定性 。
为了在 50kHz 频率下安全、高效地运行,『工程师』必须摒弃传统的线缆连接或平铺式铜排设计,全面转向具有极低寄生电感特性的印制电路板(PCB)层叠母排架构 。以下是实现低寄生电感 PCB 层叠母排设计的核心工程指南:
1. 磁通相消原理与电磁场抵消最大化
PCB 层叠母排设计的核心物理原则是最大化高频磁通相消效应(Magnetic Flux Cancellation)。根据电磁场理论,当高频电流流过导体时,会在其周围产生感应磁场。如果在紧邻该导体的空间内,放置另一根流过大小相等但方向相反电流的导体,这两个导体所产生的磁场在空间中将相互叠加并大面积抵消,从而宏观上表现出极低的等效寄生电感 。
在 PCB 母排的物理建模中,平行板传输线的寄生电感 L 可以通过近似公式计算: L=μ0⋅bD⋅l 其中,μ0 是真空磁导率, D 是正负极导电层之间的绝缘介质厚度, l 是母排的物理长度, b 是母排的宽度 。从这个物理方程中可以提炼出明确的工程准则:为了使回路电感趋近于零,PCB 的走线应当尽可能地宽(最大化 b),尽可能地短(最小化 l),且正负极平面之间的距离必须被压缩到满足电气绝缘耐压要求的绝对最小极限(极小化 D)。
2. 多层交错式厚铜 PCB 叠层设计
在 50kHz 甚至更高频率下,趋肤效应(Skin Effect)和邻近效应(Proximity Effect)会导致高频电流只在导体表面极薄的几微米区域内流动 。因此,单纯依靠增加铜排的绝对厚度并不能有效降低高频交流电阻,反而会浪费空间并增加成本 。
最优的工程解决方案是采用多层交错式的厚铜 PCB 结构。例如,在设计 75kW 至 250kW 等级的高功率 SiC 变频器时,『工程师』应采用 4 层或 8 层的 PCB 设计 。在 4 层板设计中(如采用 4 盎司厚铜),可以将第 1 层和第 3 层分配给直流正极(DC+),将第 2 层和第 4 层分配给直流负极(DC-),形成 N-P-N-P 的交错层叠结构 。在文献中展示的 98.2% 效率的电机控制器中,采用了由四组 PCB 层压结构组成的 8 层厚铜(每层 4 盎司,总厚度仅 2 毫米)层叠母排 。
这种垂直多回流配置确保了无论在 PCB 的哪一层,其紧邻的上下两个层中必定流淌着方向严格相反的电流。这种高度耦合的三维对称性不仅将磁通相消效应发挥到了极致,大幅消减了换流回路中的杂散电感,还巧妙地利用层间绝缘介质自然形成了一个高频分布电容(CPCB_DC)。这个分布电容如同一个贴身的缓冲器,进一步吸收了高频开关瞬间的电压尖峰 。
3. 分布式去耦电容阵列与空间几何布局
层叠母排再优化,也无法抵消从母排到远端大容量直流支撑电容器(如大体积薄膜电容或电解电容)这段长距离路径所引入的电感。因此,在距离 SiC MOSFET 极近的物理空间内,必须集成高频去耦电容阵列 。
工程实践表明,采用多个小容量、低等效串联电感(ESL)和低等效串联电阻(ESR)的陶瓷电容(MLCC)或 CBB 薄膜电容进行并联,远比使用单一的大容量电容更为有效 。并联网络在增加总电容的同时,根据并联阻抗原理,将各个电容的内部寄生电感进行了大幅度的并联削减 。所需的缓冲电容值(C1)可通过能量守恒定律进行理论计算,确保其能够完全吸收换流回路寄生电感释放的能量: C1≥n1(Lpackage+Lbusbar+Lcon)ΔUmax2Ioff2 其中 n 为并联电容数量,Ioff 为关断电流,ΔUmax 为设计允许的最大电压过冲量 。
在物理布局上,这些去耦电容必须紧贴功率模块。实验数据证明,将电容距离器件的距离从 0 毫米增加到 50 毫米,就会导致缓冲回路电感的成倍增加,从而使得抑制过电压的努力前功尽弃 。此外,相邻的并联电容在焊接排布时,应当交替反向放置。这种正负极端子交替的阵列排布方式,使得流入各个电容的电流方向相互平行且反向,从而在电容阵列内部再一次引发局部的磁场相互抵消,进一步逼近“零电感”的理论极限 。
4. 驱动与功率回路的严格对称性及隔离
当为了满足工业控制器的高电流需求而采用多管并联方案(例如使用六个 115 A 的分立式 SiC MOSFET 构建三相全桥)时,PCB 层叠母排的对称性设计成为了决定系统生死存亡的关键点 。
如果连接到并联器件 A 的直流母线走线长度长于器件 B,那么两者所面对的寄生电感就会产生微小差异。在 50kHz 的极短开关周期内,这种电感差异会阻碍电流的均匀分配,导致动态电流不均。承担更大瞬间电流的器件会在短时间内急剧发热,引发局部热失控并最终烧毁 。因此,工程设计必须保证所有并联器件的功率回路线宽、线长、过孔数量实现严格的三维几何对称 。同样地,栅极驱动『芯片』必须放置在并联器件组的绝对几何中心,使得从驱动『芯片』到每一个 MOSFET 的栅极和开尔文源极的 PCB 走线长度完全相等,保证驱动信号的绝对同步 。
此外,为了彻底消除功率回路高压大电流对微弱驱动信号的串扰,高度集成的变频器往往采用物理隔离的印制板架构。例如,将控制电路、驱动电路和功率电路分别布置在直径相同(如 156 毫米)的三块独立 PCB 上 。栅极和开尔文源极引脚仅在驱动板上焊接,而漏极和功率源极仅在功率板上焊接,通过这种物理层面的垂直立体隔离,将耦合电容与互感降至最低 。
5. 绝缘介质与共模干扰(EMI)权衡
在追求极致低电感的同时,『工程师』必须谨慎处理由于减小正负极间距(D)而带来的电介质击穿与电磁干扰风险 。传统的 FR4 环氧玻璃纤维板虽然成本低廉且吸湿性低,但在应对 SiC 极高的 dv/dt 时可能面临内部介电强度不足的问题。对于对可靠性要求极高的高功率变频器,聚酰亚胺(Kapton)薄膜凭借其极高的击穿电压(可达 5 kV/mil)和卓越的耐高温性能(400 °C),成为了制作层叠母排绝缘层的首选材料 。
同时,母排设计需要警惕由大面积正负极平面与外部金属散热器之间形成的对地寄生电容(CPCB_DW)。在 50kHz 的高速开关中,极高的 dv/dt 会通过这个寄生电容向机壳地注入严重的共模(Common-Mode, CM)干扰电流 。因此,在最外层(靠近散热器的一层)布置屏蔽层或通过合理限制敷铜面积来控制共模电容,是实现系统级 EMC 达标的必要权衡手段 。
50kHz 高频化与 98.2% 变频效率的系统级实现机制
基于上述对底层 SiC MOSFET 器件的物理剖析与高阶 PCB 层叠母排电磁设计的严格实施,该工业电机控制器成功突破了传统频率壁垒,实现了在 50kHz 满载运行条件下高达 98.2% 的惊人能量转换效率,并将功率密度推升至 9 kW/kg(10 kW/L)的历史新高度 。
这一系统级成就的实现机制是多维度技术协同作用的结果: 首先,50kHz 这一曾经让 IGBT 望而却步的高频领域,得益于 SiC MOSFET (如 B3M 系列)极低的开关能量损耗(Eon 和 Eoff)而成为了现实工作区 。 其次,为了防止高频运行下的栅极振荡,变频器并没有采用牺牲开关速度的增大栅极电阻(Rg)这一传统被动手段。相反,通过设计新型的无源驱动电路,配合低寄生电感的 PCB 层叠母排,系统在源头上了掐断了高频振荡的根源 。 再次,前文所述的垂直多回流厚铜 PCB 层叠设计,不仅将杂散电感压至极低,更由于其出色的热分布特性与大截面积,使得高频交流电流在流经母排时产生的趋肤效应电阻损耗降至最低。测试结果表明,与传统方法相比,这种创新的电路和母排设计使系统总开关损耗进一步降低了 15.7%,电流过冲降低了 13% 。 最后,高频化极大地减小了滤波电感和直流侧支撑电容的体积和重量需求,结合分离式的三层 156 毫米圆盘状紧凑型结构,最大限度地压缩了无效空间,从而成就了超高的功率密度与转换效率 。
50kHz 高频开关对电机低速转矩脉动的彻底抑制机理
电力电子硬件架构的革命性飞跃,其终极价值体现在被驱动执行机构的机械输出性能上。在精密数控加工中,主轴电机和进给伺服电机的转矩平顺性直接关系到机床的运行精度。转矩脉动(Torque Ripple)是指电机在稳定运转时,其实际输出转矩围绕平均转矩发生的周期性波动,数学上定义为单个机械周期内最大转矩与最小转矩之差与平均转矩的比值 。这种脉动在电机低速运转(如复杂轮廓的慢速插补加工)时尤为致命。
转矩脉动的来源分析
工业交流电机(无论是永磁同步电机 PMSM 还是交流异步电机)的转矩脉动主要源于两大物理机制:
- 空间谐波与本体结构(机械/磁场根源): 这是由电机自身的物理构造引起的。例如,定子开槽导致气隙磁导发生周期性变化,永磁体磁极与定子齿之间相互吸引与排斥形成“齿槽转矩”(Cogging Torque)。此外,绕组分布的不完美也会导致反电动势(Back-EMF)波形偏离理想正弦波,引发磁阻转矩波动 。
- 时间谐波与逆变器激励(电气根源): 变频器并非输出完美的纯正弦波电压,而是通过脉宽调制(PWM)技术,将高压直流母线电压斩波成一系列宽窄不一的方波脉冲,来“等效”生成正弦波 。电机的定子电感起到低通滤波器的作用,将这些电压方波平滑成近似正弦的电流波形 。然而,在传统的 4kHz 或 10kHz 开关频率下,这种滤波效果极不理想。
低开关频率的机械灾难
在较低的开关频率(如 4kHz)下,逆变器输出电压中含有大量极其靠近基波频率的低次电流谐波(主要表现在电流波形的严重毛刺和锯齿状畸变,即高总谐波失真 THD)。当这些严重畸变的电流谐波进入电机定子,并与转子的旋转磁场或永磁体磁链发生交链时,会激发出强烈的脉动电磁转矩 。研究表明,在 4kHz 驱动下,某些 PMSM 在半载时的峰峰值转矩脉动可能高达惊人的 21% 以上 。
在电机高速运转时,由于整个转子和传动系统具有较大的机械转动惯量(动能),这种高频的脉动被机械惯性自然“熨平”,表现得不那么明显 。但是,在 CNC 加工中经常出现的低速进给或微动微调工况下,系统的动态动能极小。巨大的转矩脉动会立刻转化为机械轴上的局部角速度骤增与骤减,导致电机旋转产生肉眼和听觉均可感知的“抖动”、“顿挫”或“微震”(Velocity Ripple)。
50kHz 高频化对转矩的“熨平”机制
采用 50kHz SiC MOSFET 变频器从根本上改变了这一电气到机械的能量传递逻辑。 当 PWM 开关频率跃升至 50kHz 时,每一个斩波周期被压缩到了微乎其微的 20 微秒。在如此高密度的开关动作下,输出电压脉冲极为精细。由于定子线圈电感(L)对电流变化(di/dt)的阻碍作用,在极其短暂的 PWM 脉冲周期内,电流根本来不及发生大的上升或下降(电流纹波 Δi≈L⋅fswV)。因此,在 50kHz 的高频斩波下,电机吸收到的电流波形几乎趋近于完美的平滑正弦波,低次谐波被彻底根除,电流总谐波失真(THD)实现了断崖式下降 。
更为关键的是,即便 50kHz 的开关动作依然会产生电流谐波,这些谐波也被推到了极高的频段(集中在 50kHz 及其倍频附近)。在这个频段下,由于高频电流引起的转矩脉动频率极高。无论是电机的转子铁芯,还是连接着机床主轴、滚珠丝杠和刀具的机械传动链,其机械带宽和响应频率远远低于 50kHz 。换言之,物理世界中具有质量和惯性的机械结构,完全无法对如此高频的电磁激振力做出任何响应。高频转矩脉动被机械系统的天然低通滤波特性完美吸收并湮灭 。
实验数据确凿地证明,随着开关频率向高频演进,电流纹波大幅缩小,低速运转下的转矩脉动百分比从两位数直降至可以忽略不计的微小水平(例如降至 1.5% 以下)。电机的低速旋转变得犹如丝般顺滑,速度波动(Velocity Ripple)被彻底根除。
机电能量转换对数控加工表面粗糙度(Ra与Rz)的最终影响
在精密 CNC 加工中,产品的最终价值往往由其表面的微观形貌决定。表面粗糙度是衡量加工质量的核心指标,最常用的两个参数是算术平均粗糙度(Ra,反映整体表面的微观起伏平均值)和微观不平度十点高度或最大高度(Rz,对加工表面出现的异常深谷和高峰极其敏感)。
理想的切削过程依赖于切削刀具(如铣刀或车刀)与工件材料之间建立一种极其稳定、恒速的相对运动关系。切削速度(由主轴电机决定)和进给速度(由伺服电机决定)的绝对稳定,能够保证刀具每一个切削刃在每一次咬入材料时,都保持精确不变的每齿进给量(Chip Load)和切削厚度 。
当传统的低频(4kHz)变频器引发伺服电机低速转矩脉动和速度抖动时,这种完美的切削关系被瞬间破坏。电机轴的微震会沿着刚性极高的滚珠丝杠或直驱旋转工作台直接传递到刀尖上 。刀尖在切削材料时会发生微观级别的不规则停顿、突进甚至微幅跳动(Micro-Chatter)。这种机械微震会导致刀片在某些瞬间切入过深,在工件表面刨出微小的异常沟壑;在另一些瞬间则切削不足,留下微小的凸起。这些微观瑕疵会被感应轮廓仪毫无保留地记录下来,导致 Rz 指标(最大波峰波谷差)瞬间飙升,Ra 基础值也随之大幅恶化 。
引入 50kHz SiC 变频器后,由于从电控源头彻底消除了转矩脉动,刀具得以在材料中进行真正意义上的“匀速、平滑”切削 。微观切削力的波动被极大地抚平。这在实际工业生产中带来了三个层面的巨大收益:
- 直接实现镜面级粗糙度: 机床可以在常规的车削或铣削工序中,直接加工出 Ra 值极低(如 Ra 0.4 甚至更低)、形貌均匀一致的精密零部件表面,有效避免了由于进给抖动导致的刀纹堆叠 。
- 延长昂贵刀具的寿命: 在加工高硬度合金或航空复合材料时,工业界常使用硬度极高但极其脆的聚晶金刚石(PCD)或立方氮化硼(PCBN)刀片 。转矩脉动带来的冲击性振动是导致这些昂贵脆性刀具发生微崩刃(Chipping)的罪魁祸首。50kHz 系统带来的极致平顺性,消除了微观冲击载荷,成倍延长了这些刀具的工作寿命 。
- 精简工艺流程与提升制造可持续性: 由于直接切削加工就能获得卓越的 Ra 和 Rz 表面质量,制造企业往往可以直接省去后续极其耗时且消耗大量能源的精磨、研磨或抛光等二次精加工工序 。这不仅大幅缩短了产品的制造周期,降低了生产成本,还极大地减少了加工过程中的二氧化碳当量排放,显著提升了现代精密制造业的绿色可持续性 。
结论
成功在 50kHz 开关频率下实现 98.2% 的变频效率,并非单纯更换一块碳化硅『芯片』所能达成的,而是电力电子系统工程设计的一次深刻重构。基本『半导体』的 B3M 系列 SiC MOSFET 通过采用带有开尔文源极的四引脚封装、银烧结工艺以及内在的极低米勒电容,提供了能够承受极速 di/dt 与极小热阻的物理底座。而要让这些“狂暴”的器件安全运转,必须依赖于精心设计的、遵循严格磁通相消原理的交错厚铜 PCB 层叠母排,通过空间三维对称分布和无极性高频去耦电容阵列,彻底遏制了寄生电感带来的过电压尖峰与 EMI 震荡。
这种硬件上的极致追求,最终跨越了电磁学与机械动力学的边界,在工业制造现场引发了质的飞跃。50kHz 的超高频脉宽调制彻底净化了进入电机的定子电流,从源头抹除了引发低速转矩脉动的低次谐波。伴随着电机轴微小振动和速度纹波的消亡,数控机床的切削刀具得以在极其平稳的状态下与工件相互作用,彻底消除了微观振刀痕迹。这不仅赋予了加工表面前所未有的 Ra 与 Rz 粗糙度表现,更推动了整个高端制造业向着更高精度、更长刀具寿命以及更绿色可持续的方向大步迈进。




