折弯机用于将金属板材加工成指定角度与形状,广泛应用于机箱机柜、汽车零部件、航空构件及各类钣金结构件的制造。它本质上并非“用力往下压”的设备,而是通过精确的几何关系与受力控制,使材料产生可控的塑性变形。忽视其工作原理,轻则浪费昂贵材料,重则引发人身伤害。
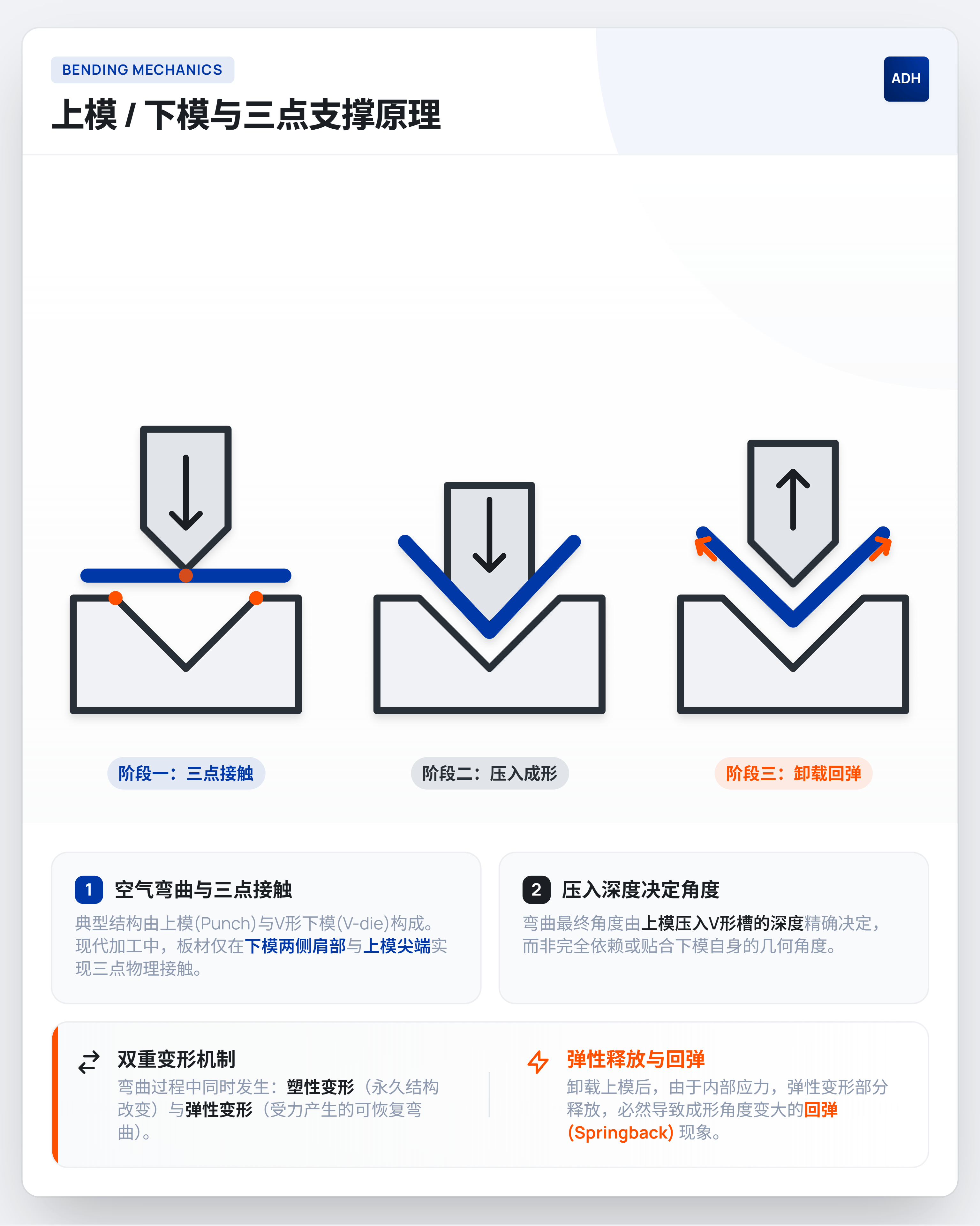
一、工作原理:理解几何关系与受力机制1. 上模 / 下模与三点支撑原理
典型结构由上模(Punch)和V形下模(V-die)构成。现代加工以“空气弯曲”为主流方式:板材仅在三点接触——下模两侧肩部与上模尖端。
最终角度由上模的压入深度决定,而不是由下模的角度直接决定。
在弯曲过程中,材料同时发生:
- 塑性变形(不可恢复的永久变形)
- 弹性变形(可恢复变形)
卸载后,弹性部分释放,形成所谓的“回弹”现象。
 三点支撑原理
三点支撑原理
2. 吨位计算:厚度平方定律
许多新手误以为材料厚度增加一倍,所需压力也只增加一倍。
实际情况是:所需吨位与材料厚度的平方成正比。
厚度 × 2 → 吨位 × 4
如果未同步加大V槽宽度,所需压力将急剧上升,可能导致:
- 上模崩裂
- 下模损伤
- 滑块变形
- 工件开裂或断裂
因此,操作前必须核算:
- 设备总吨位
- 每米所需吨位
- 模具额定承载能力(吨/英寸或吨/毫米)
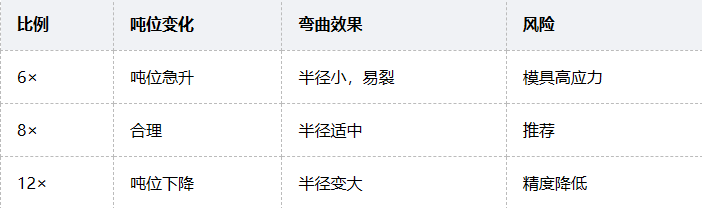
3. V槽选择:8倍经验法则
常用经验如下:
V槽宽度 ≈ 材料厚度 × 8(适用于低碳钢空气弯曲)
 V槽选择
V槽选择
V槽过窄会使压力呈指数级上升;过宽则角度不稳定,且内R过大。
4. 回弹控制
不同材料的回弹差异明显:
- 低碳钢:约 1–2°
- 不锈钢、高强钢、航空铝:可能达到 3–5° 甚至更高
常见控制方式:
- 适度过弯(例如压至 88°,回弹后获得 90°)
- 减小V槽宽度(提高塑性变形比例)
- 改用底部弯曲或压印工艺
但需注意:V槽越窄,所需吨位越高,必须提前校核模具承载能力。
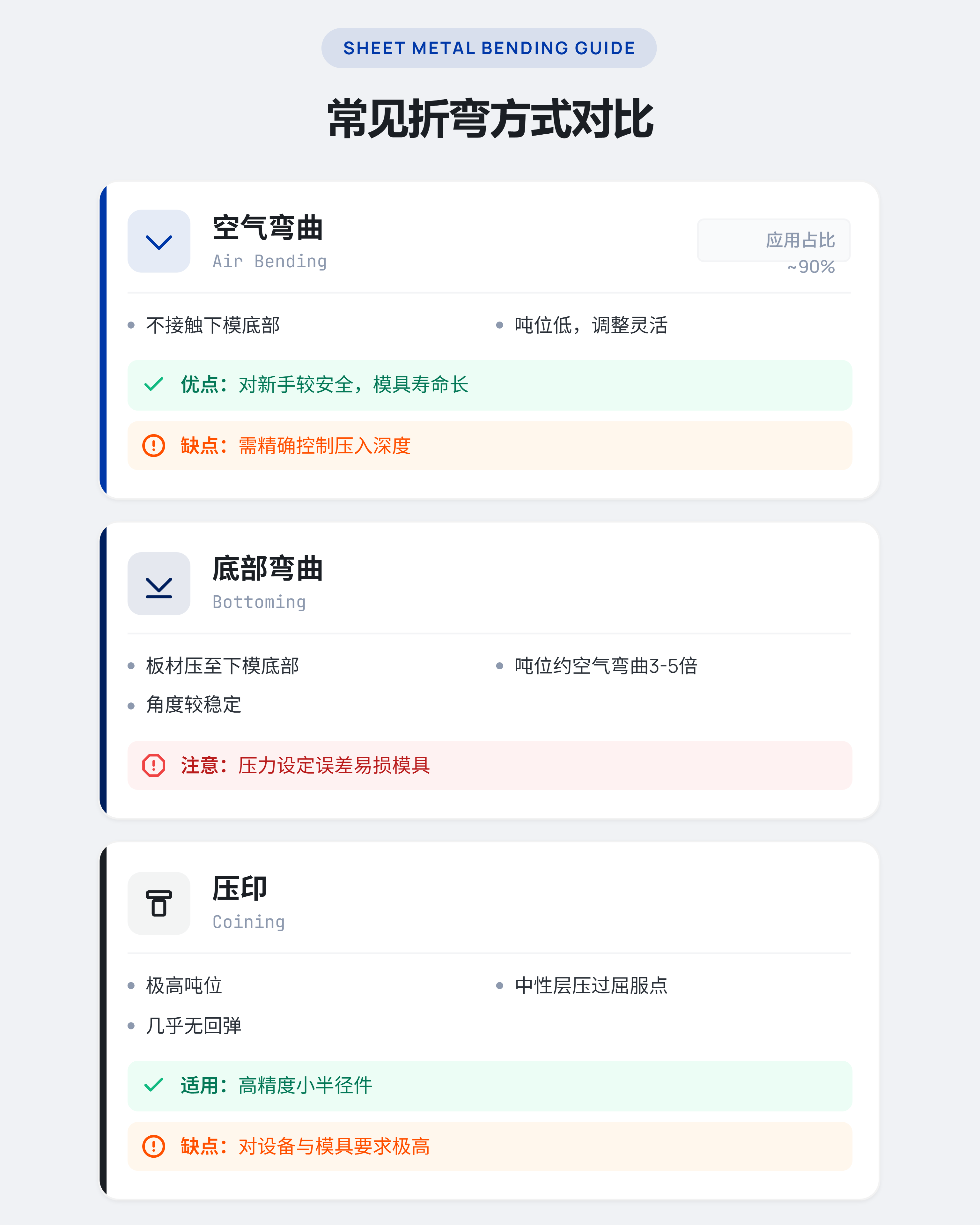
二、常见折弯方式对比1. 空气弯曲(Air Bending)
- 板材不接触下模底部
- 所需吨位较低
- 调整灵活性高
- 约占现代折弯加工的 90%
优点:对新手相对安全,模具寿命较长
缺点:对压入深度控制要求高
2. 底部弯曲(Bottoming)
- 板材被压至下模底部
- 所需吨位约为空气弯曲的 3–5 倍
- 角度稳定性较好
压力设定稍有误差,便可能损伤模具。
3. 压印(Coining)
- 所需吨位极高
- 将材料中性层压过屈服极限
- 几乎无回弹
适用于高精度、小半径零件,但对设备与模具性能要求极高。
 常见折弯方法对比
常见折弯方法对比
- 材料强度:强度越高,所需吨位越大,回弹也越明显。
- 厚度偏差:实际板厚可能与标称值不一致,必须实测确认。
- 轧制方向:沿轧制纹理折弯更易产生裂纹。
- 环境及批次差异:均可能影响回弹表现。
原则:务必用卡尺实测材料参数,而不要仅凭标签或CNC数据判断。
四、精度与角度控制1. 行程微调
在空气弯曲中,滑块下行 0.1 mm 以内的变化,往往就会带来约 1° 的角度差异。
调机步骤:
- 先进行浅压试弯
- 测量实际角度
- 逐步微调参数
- 长工件需注意中部挠度问题
2. 挠度与补偿
折弯长工件时,床身中部会产生下挠,导致:
- 两端为 90°
- 中间却达到 93°
解决方法:
- 启用挠度补偿系统(Crowning)
- 进行分段校正
3. 后挡料并不等于自动方正
后挡料只负责长度定位,并不会自动纠正材料的歪斜。
操作时必须:
- 双手均匀贴紧挡指
- 确认接触面无毛刺、无间隙
- 听到清晰的接触声后再启动
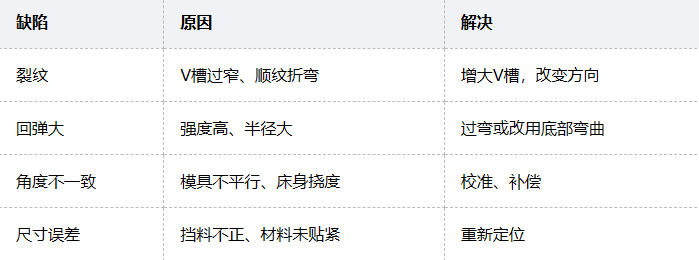 常见缺陷与方法表
常见缺陷与方法表
首件必须进行检测确认,严禁直接批量生产。
六、安全操作要点折弯机的危险不仅来自模具刃口,更来自“运动中的板材”。
1. 防止夹手
- 双手远离模口区域
- 不要将手放在即将上翻的边缘下方
- 提前理解翻边的运动轨迹
2. 长翻边的风险
长板材在弯起瞬间会产生杠杆效应,外端可能高速上甩。
正确做法:
- 让材料在掌心自然滑动
- 身体随弯曲弧线同步移动
- 避免用蛮力强行压制
3. 模具安装检查
- 擦拭床身与模具接触面
- 检查贴合情况,确保无缝隙
- 确认模具额定承载能力符合要求
4. 干运行(Dry Run)检查
正式折弯前应空运行程序,重点观察:
- 工件的运动路径
- 是否存在卡滞风险
- 是否形成危险夹点
对于复杂零件,必须提前规划折弯顺序,避免出现“困件”现象。
七、基础选型与维护建议选型要点:
- 最大可加工板厚与长度
- 每米所需吨位
- 是否配备 CNC 控制与挠度补偿系统
- 模具承载等级要求
设备总吨位并不等于模具承载能力,必须分别确认。
日常维护要点:
- 定期清洁模具接触面
- 留意液压系统的异常声音与震动
- 持续监测折弯角度的一致性
- 定期进行设备校准
折弯机并非“脚踩式冲压工具”,而是一套通过精确控制几何关系与材料变形来实现加工目标的系统设备。
只有理解吨位平方关系、V槽比例原则、回弹规律以及板材运动轨迹,才能在确保质量的同时,保障操作安全。
真正的熟练,并不在于更用力,而在于更懂原理。




