") SA517 Gr.E 钢板:超厚壁压力容器的强度基石
SA517 Gr.E 钢板:超厚壁压力容器的强度基石在重型装备制造领域,尤其是大型水电站、核电站及石油化工行业,压力容器的安全性与可靠性至关重要。随着设备向大型化、高参数化发展,对钢板厚度和强度的要求日益严苛。SA517 Gr.E(亦常写作 SA517 Grade E)作为美标 ASME SA-517/ASTM A517 标准中的顶级牌号之一,凭借其卓越的超高强度、优异的低温韧性以及支持超厚截面制造的能力,成为了制造巨型压力容器不可或缺的关键材料。

一、牌号释义与标准体系
SA517 Gr.E 隶属于美国机械『工程师』协会(ASME)制定的 SA-517/SA-517M 标准,该标准等同于 ASTM A517/A517M。这是一类专为“焊接锅炉及其他压力容器”设计的**淬火加回火(Quenched and Tempered, Q&T)**高强度合金钢板。
- "SA":代表 ASME Standard(美国机械『工程师』协会标准),表明其主要用于承压设备,需满足严格的规范代码(如 ASME Boiler and Pressure Vessel Code Section VIII)。
- "517":标准序列号,专指高强度调质钢。
- "Gr.E" (Grade E):代表该标准下的特定质量等级。在 SA517 系列的众多等级(如 A, B, F, H, P, Q, S 等)中,Gr.E 以其支持的超大厚度(最高可达 150mm/6 英寸)而著称,是解决超厚壁容器强度与韧性匹配难题的首选方案。
二、核心特性:厚板领域的“全能选手”
SA517 Gr.E 的核心竞争优势在于它打破了“厚度增加导致性能下降”的传统冶金瓶颈。
1. 超厚截面性能均匀性
普通高强钢在厚度超过一定限度(如 50mm)后,心部的冷却速度变慢,难以获得均匀的淬火组织,导致心部强度和韧性显著低于表面。而 SA517 Gr.E 通过优化的合金设计和严格的生产工艺,确保了在最大厚度 150mm (6 英寸) 的截面上,从表面到心部均能获得一致的力学性能。这使得它成为制造单层厚壁高压容器的理想选择,避免了多层包扎或绕带工艺的复杂性。
2. 超高强度与良好韧性的平衡
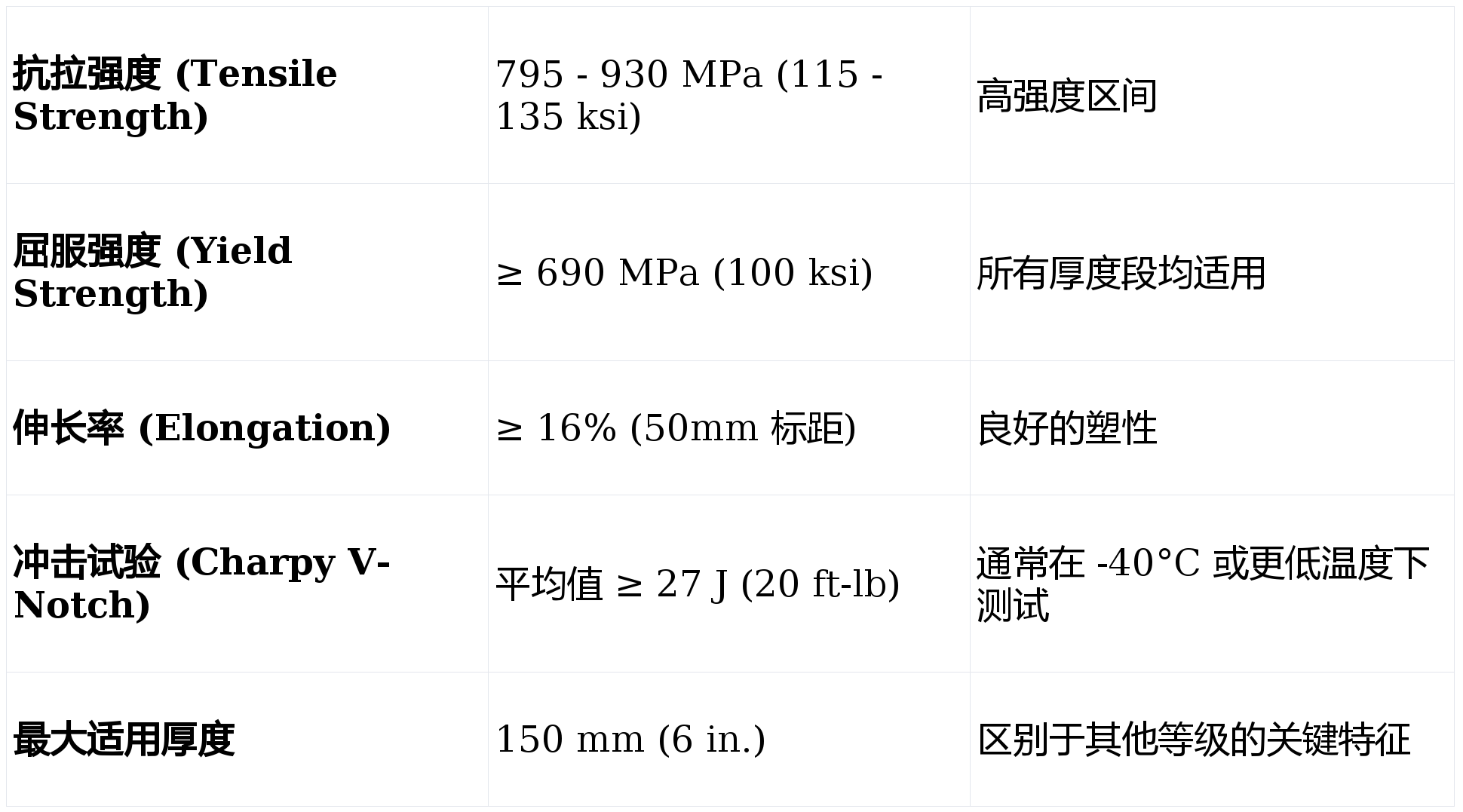
- 屈服强度:无论厚度如何(在标准范围内),其最小屈服强度通常保持在 690 MPa (100 ksi) 级别。这意味着即使是最厚的板材,也能承受极高的内压。
- 低温韧性:该牌号具有出色的抗冲击能力,通常要求在 -40°C (-40°F) 甚至更低的温度下仍保持较高的夏比 V 型缺口冲击功。这对于在寒冷地区运行或处理低温介质的容器至关重要。
3. 低裂纹敏感性
由于采用了纯净钢冶炼技术(如真空脱气)和微合金化手段,SA517 Gr.E 具有极低的冷裂纹敏感性指数(Pcm 值低),焊接性能优良,大大降低了大型结构件在制造过程中的开裂风险。
三、化学成分与制造工艺
为了实现上述性能,SA517 Gr.E 的化学成分经过精心设计,通常包含镍(Ni)、铬(Cr)、钼(Mo)等合金元素,并严格控制碳(C)、磷(P)、硫(S)含量。
- 典型合金策略:
- 镍 (Ni):显著提升低温韧性,是厚板保证心部韧性的关键元素。
- 铬 (Cr) + 钼 (Mo):提高淬透性,确保厚截面心部也能淬透,同时提升高温强度和抗蠕变性能。
- 低碳 (C ≤ 0.20%):保证焊接性,减少热影响区硬化。
- 工艺流程:
- 电炉/转炉冶炼 + 炉外精炼:确保钢水纯净度,控制夹杂物形态。
- 模铸或连铸:形成大断面钢坯。
- 轧制:在高温下进行多道次轧制,细化晶粒。
- 热处理(关键步骤):必须进行淬火 + 回火。
- 淬火:加热至奥氏体化温度(通常≥900°C),然后在水或油中快速冷却,获得马氏体或贝氏体组织。
- 回火:在不低于 620°C 的温度下进行回火,消除应力,调整硬度和韧性,获得回火索氏体组织。
四、力学性能指标(典型值)
根据 ASME SA-517 标准,SA517 Gr.E 的主要力学性能要求如下(具体数值需参照最新标准版本及厚度分段):

五、应用领域
SA517 Gr.E 主要应用于那些对材料强度和厚度有极端要求的场合:
- 大型水电工程:用于制造巨型水轮机的蜗壳、高压岔管等部件,这些部位需要承受巨大的水压且壁厚往往超过 100mm。
- 核电设备:核反应堆压力容器的某些支撑结构、稳压器壳体等。
- 石油化工:大型加氢反应器、煤液化反应器、高压合成塔等。在这些设备中,为了承受数百个大气压的压力,筒体壁厚极大,SA517 Gr.E 是实现单节筒体制造的关键。
- 海洋工程:深海钻井平台的立柱节点、高压立管等承受复杂载荷的结构件。
- 重型机械:大型液压机机架、盾构机刀盘主轴承座等。
六、加工与焊接注意事项
尽管 SA517 Gr.E 具有良好的焊接性,但由于其强度高、厚度大,加工时仍需严格遵守工艺规范:
- 预热与层间温度:焊接前通常需要进行预热(具体温度根据厚度和环境温度确定,一般在 100°C-150°C),并严格控制层间温度,防止冷裂纹产生。
- 焊材匹配:应选用强度匹配或略低匹配的低氢型焊条/焊丝,以确保焊缝金属的韧性和强度。
- 热处理:若进行焊后热处理(PWHT),必须严格控制温度和保温时间,避免损害母材经调质处理后获得的优异性能。通常建议在低于母材回火温度 30°C 以下进行。
- 无损检测:由于用于关键承压部件,成品通常需要进行 100% 的超声波探伤(UT),检测等级通常要求达到 ASME SA-578 Level C 或更高,以确保内部无分层、裂纹等缺陷。
七、结语
SA517 Gr.E 钢板代表了当前压力容器用钢的高端水平。它不仅解决了超厚钢板强度与韧性难以兼得的技术难题,更为大型化、集约化的工业装备设计提供了坚实的材料基础。在能源、化工及重型机械不断追求极限性能的今天,SA517 Gr.E 将继续扮演着“大国重器”脊梁的角色,守护着高压环境下的安全与高效。



