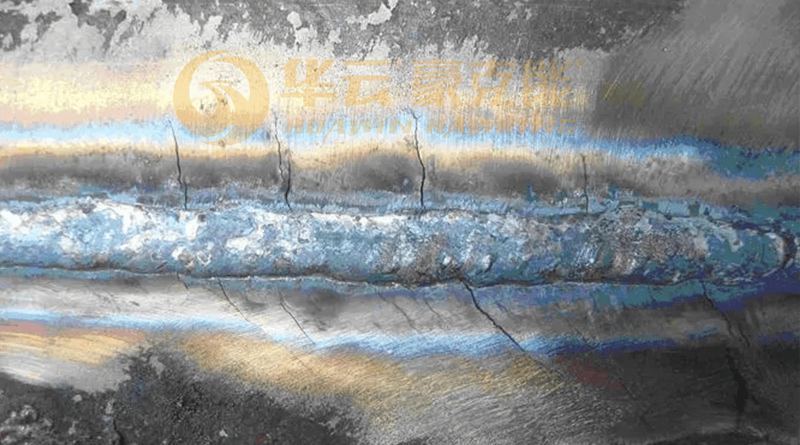
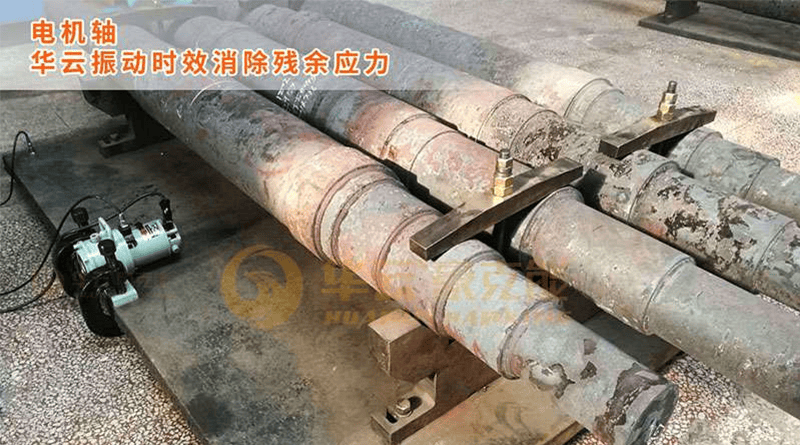
焊接稳定性是决定焊接质量的关键因素。在焊接过程中采取稳定性保障措施,并在焊后应用整体豪克能振动时效设备消除残余应力或局部应用豪克能焊接应力消除设备强化焊缝及焊趾区域,可显著提升焊接质量,有效避免开裂。在金属焊接作业中,常常会遇到的焊接开裂问题,其诱因可归结为两大类:力学因素和冶金因素。
力学因素:
金属熔化焊本质上是通过局部冶金、熔融与凝固金属结晶实现连接。焊接过程中不平衡的快速加热与冷却,使接头金属承受复杂热循环。由于接头不同区域的峰值加热温度和冷却速率存在差异,导致形成不均匀的组织区域。同时,热应变的不均匀在各区域间产生了不同的应力关联。上述因素共同作用,使焊接接头处于复杂的应力-应变状态。内在热应力、外加拘束应力以及应力三者集中叠加,构成了诱发焊接开裂的必要力学条件。
冶金因素:
焊接是一系列不平衡工艺过程的综合。在快速冶金与凝固条件下,不可避免地会形成物理和化学状态的不均匀性。在热影响区,快速加热与冷却增加了金属中的空位浓度;材料的淬硬倾向也可能导致不利于抗裂纹萌生与扩展的组织转变。在特定力学条件下,这些冶金因素将成为促进焊接裂纹萌生与扩展的驱动力。
因此,焊接裂纹的产生是特定冶金因素与力学因素共同作用下的结果。
为提升焊后工件稳定性并避免开裂,需从以下几个方面综合考量与优化:
·优化焊接结构设计:合理设计结构,减少应力集中并控制焊接变形。
·科学选配焊接材料:根据母材特性及焊接工艺要求,选用匹配的焊接材料,确保焊接过程稳定与质量可靠。
·实施焊前预热:预热可降低工件与焊材间的温差,减小温度变化带来的不稳定性。
·采用焊后缓冷:焊接完成后进行缓冷,减缓接头冷却速度,抑制因急剧冷却导致的裂纹倾向。
·严格控制焊接缺陷:避免气孔、夹渣、未焊透等缺陷,这些缺陷会导致应力集中,严重削弱结构稳定性。
jrhz.info·提升操作技能:掌握正确的操作技巧(如焊枪角度控制、稳定焊接姿势)是保证焊接稳定性和质量的基础。
·消除焊后残余应力:焊接产生的残余应力,特别是集中于焊缝及焊趾处的应力,是稳定性的重大隐患,必须在焊后进行消除与均化处理。
其中,焊后残余应力的有效消除与均化,对确保焊后工件的长期稳定性具有决定性作用。豪克能振动时效设备和豪克能焊接应力消除设备作为高效便捷的实施方案,可有效实现残余应力的消除与均化。
豪克能振动时效设备通过多维度作用显著提升焊接接头的质量与稳定性,显著削减与均化残余应力,延长使用寿命:
·显著削减与均化残余应力:有效降低应力集中程度,提升接头稳定性。
·改善焊缝材料性能:提高断裂韧性和疲劳极限,适用于焊接构件的性能优化。
·提升工件尺寸精度:改善焊接接头的几何精度。
·消除焊接残余应力:避免因应力集中导致的潜在开裂风险。
·增强结构刚度:提高焊接结构的整体刚度,增强稳定性。
(补充说明):“边振动边焊接”的方法(振动焊接)在控制焊接变形、稳定尺寸精度、实时消减应力方面也具有显著效果,并能有效减小焊后变形。
豪克能焊接应力消除设备提高焊接稳定性的主要表现在:
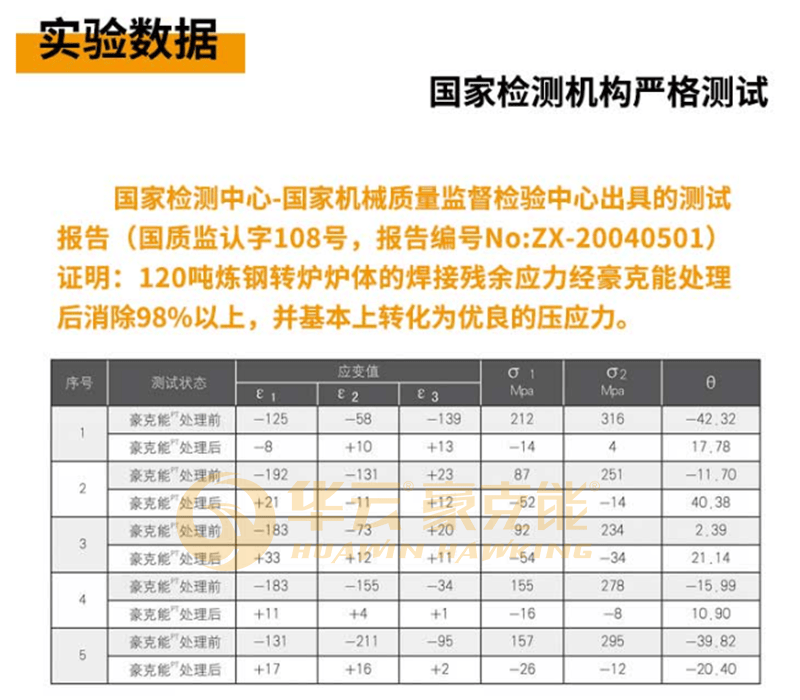
·深度消除残余应力:针对局部焊缝区域进行强化处理,残余应力消除率极高(>98%)。
·改善表面状态与疲劳性能: 高频冲击能有效改善焊趾处表层缺陷(如微小裂纹、熔渣),平滑微观形貌,大幅提升焊接接头的疲劳强度(可提高50%~120%)和疲劳寿命(延长5~100倍)。
·引入有益压应力:是目前能有效消除应力并在表层产生理想压应力的工艺之一。
·提升抗腐蚀能力:金属在腐蚀环境下的耐蚀性可提升约400%。
·应用灵活性高:不受工件材质、形状、重量及场地限制。

在实践中,常常采用双管齐下的方法,对焊后工件,整体采用豪克能振动时效设备消除均化残余应力,局部关键焊缝区域(特别是焊趾)采用豪克能焊接应力消除设备来进一步消除残余应力,提高疲劳强度。

客户可根据实际工况、经济性与效率要求,灵活选用单一或组合方案,以实现焊接稳定性的最优化。




