
路由器底壳选材需求: 高抗冲 无卤阻燃
路由器底壳材料选择: PC EXL9414T
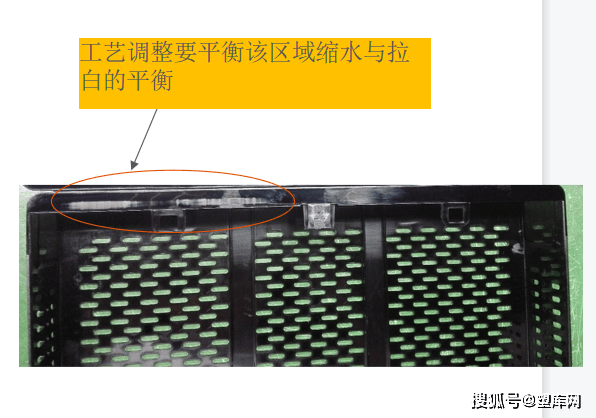
路由器底壳 注塑成型常见问题:
侧面脱模拉白

问题出现原因:
保压压力过大
滑块侧芯脱模角过小或表面粗糙
路由器底壳 顶白解决方案
1, 工艺:适当提高料温(实际从300升高10C至310C),相应降低保压压力
2, 检查侧滑块的抛光和避免P/l线的倒扣,设计容许时加大侧孔脱模角至3-5º
3,对比SC120表现更好,可以使用流动性更好的材料
路由器底壳 注塑主要成型参数
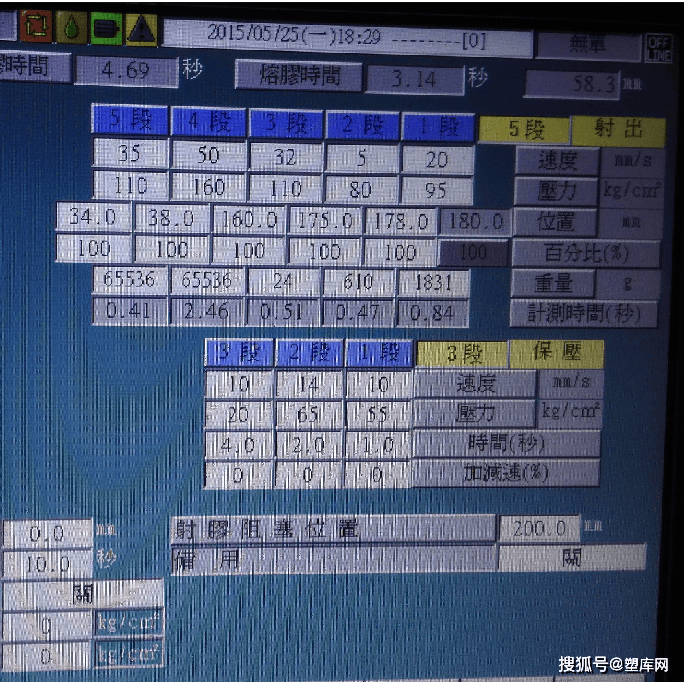
Machine: shot size 35% Melt Temperature(℃) : 310/305/305/300/285/255
Hot-runner: 300/300/300
Mold T: F: 110C R: 40C
Shot Pressure(%) : 110
Shot Speed(%) : 20/5/32/50/35
Shot Position(mm): 178/175/160/38/34
Inject Time(s): 4.6
Hold Pressure(%) : 55/60
Hold time(s): 7
Plastic Cushion(mm) : 20
BP: 25 kg/cm2
Cycle-time: 56




